-

EMAIL
-
HOTLINE
-
-
-


HOTLINE





Corrosion is a reaction between a metallic material and the environment that causes the destruction of a material or part earlier than its normal life.
The corrosion process in boilers is mainly electrochemical corrosion. It is a reaction between a metal material and the environment that results in the material or component being destroyed.
The region where the metal corrodes and enters solution as a metal cation (such as Fe2+ ions) is called the anode. The region where the surrounding medium – mostly water – reacts with electrons transferred from the anode is called the cathode.
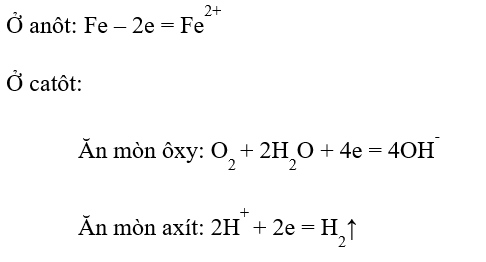
A typical diagram of the oxygen corrosion process on iron/steel is shown in Fig.
.png)
Figure 1: Schematic diagram of the principle of oxygen corrosion.
Corrosion rate is measured as the loss of weight in mm/year or the loss of weight per unit surface area after a certain time – g/m2h g/m2d, g/m2year.
Electrochemical corrosion occurs when a metal or alloy has an electrical interaction with another metal or alloy. In boiler systems, electrochemical corrosion occurs due to contact between dissimilar metals, stress welds or the use of dissimilar metals. Includes the following reasons:
Alkali corrosion occurs either because the steam coating allows salt to concentrate on the boiler metal surface or because the furnace water accumulates locally under the deposits on the pipeline.
The steam cover is a vapor film formed between the boiler water and the equipment wall, where the water is sufficient to maintain heat exchange. When there is local overheating, the water evaporates rapidly, leaving only a small amount of alkali, causing local corrosion.
Alkali corrosion occurs when alkali is concentrated and dissolves the protective film on the metal surface. Because this film is constantly being restored, the metal surface is gradually corroded.
Low boiler feedwater pH can be the main cause of corrosion leading to acid attack on metal surfaces in boiler system and its pretreatment, or impurities in the system.
If there is metal or copper in the boiler residue, it will be immediately dissolved by the FeCl3 solution according to the following reaction:
Alkaline corrosion occurs for three reasons:
This is a very dangerous type of brittle, under the influence of alkali, it causes great stress on the metal surface or between the crystals to break them, creating very dangerous cracks.
When the boiler material is brittle, if viewed with a microscope we will see large cracks, or boundaries between crystalline structures. This crack does not penetrate deeply into the crystals themselves, but breaks the bonds between them, making the material more brittle and fragile under the action of external forces.
>>> Learn more: Corrosion Inhibitors
They can cause surface pitting and iron oxide deposition. Even a low concentration of oxygen is enough to cause serious fine eating problems.
Source water often contains a significant amount of dissolved oxygen and this is the main source of oxygen entering the furnace. In addition, oxygen is also present in the feed water from the reflux condensate. In addition, other possible sources of oxygen introduction into the water are a leaky pump suction pipe, a condensate receiving tank that is not completely sealed or open, or from non-air-separated water used to cool the pump.
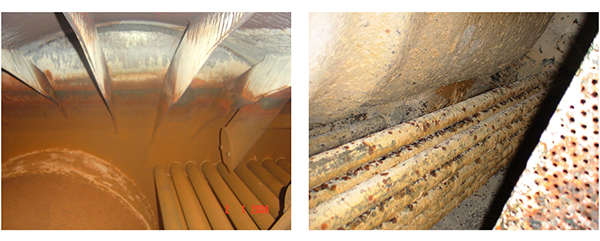
Damage of Boiler Corrosion : One of the most common consequences of oxygen-induced corrosion is a hole in the metal surface, called “surface pitting”. This type of corrosion is quite dangerous because it can lead to surface cracking even if only a small amount of metal is lost to corrosion and even if the rate of corrosion is quite small. The degree of oxygen corrosion depends on the dissolved oxygen concentration, pH and temperature of the water. High temperature itself is not a causative agent, but high temperature accelerates the rate of corrosion (corrosion reaction rate) very quickly.
There are also other types of corrosion that can exist independently or simultaneously in the boiler. Among them, there are forms of corrosion caused by the design and construction of the boiler, and there are forms due to improper operation of the furnace.
>>> See more: Harm of boiler corrosion
As we all know the boiler is a continuous steam extraction device, so the components as well as impurities in the furnace water will be concentrated and proportional to the number of times the feed water is added to the boiler. If the parameters in the boiler feed water are not strictly controlled, it will be the main cause of the formation of scale for the boiler, especially the hardness ions (Ca2+, Mg2+). Therefore, in order to limit the formation of scale in the boiler in order to improve the operating efficiency of the furnace, the following issues should be considered:
Controlling boiler feed water quality up to standard has contributed to improving boiler operation efficiency.
Table 1: Standard table of boiler feed water
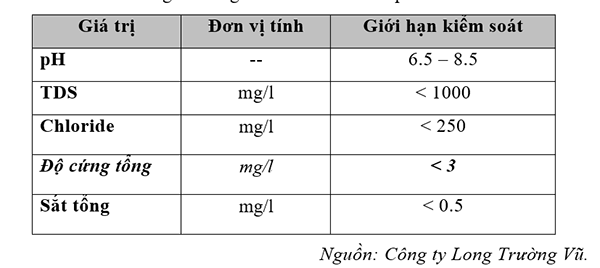
The above criteria should be controlled within limits, especially paying attention to controlling the total hardness index (Ca2+, Mg2+) because if the hardness exceeds the control limit, it will be the main cause of scale formation in the boiler according to the requirements. following reactions:
.png)
For water with high hardness ions, the treatment method here will use a water softening system (or Softener for short). After passing through the softening system, the hardness will be controlled within limits. (< 3mg/l) to meet furnace water standards.

Figure 1: Boiler feed water softening system installed by Long Truong Vu.
However, to ensure the boiler’s efficient operation, save operating costs and increase the lifespan of the furnace, your company needs to treat water according to the above technology in combination with maintenance chemicals to inhibit the scale formation in the boiler. Because the treatment system outside the furnace only minimizes the content of scale causing criteria, but not completely. In terms of boiler maintenance chemicals, Long Truong Vu has chemicals with the following main functions:
– Chemical LTV110BA-CC (scale inhibitor) containing phosphate radicals will form a precipitate with calcium hardness in the form of mobile phosphate humus. Thanks to that, they have the effect of inhibiting the process of scale formation in the boiler. The reaction takes place as follows:
.png)
Calcium Hydroxide Apatite exists in the form of suspension, easily soluble in furnace water and is taken out through the bottom discharge.
Chemicals to inhibit scale: LTV 110 BA-CC pumped into the furnace according to the supply water line. This amount of maintenance chemicals is most effective when the water supply at your company has a hardness of <3 mg/l.
In addition to the above main function, the chemical solution carries an alkaline environment, which will raise the pH value to a controlled standard (furnace pH: 10.5 – 12).

Figure 2: Boiler maintenance chemical filling system installed by Long Truong Vu (for reference)
In order for the boiler to operate efficiently and safely, in addition to using standard boiler-grade water in combination with the use of maintenance chemicals, the problem of blowdown is extremely important. In order for customers to control the values in the furnace water and whether the frequency of blowdown is reasonable, Long Truong Vu introduces to customers a set of quick test equipment for 02 indicators of pH and TDS.

Figure 3: pH meter
Figure 4: TDS . meter
Mechanism: Creates a protective film on the metal surface from corrosive agents and converts the iron layer on the metal surface into ferromagnetic oxide
Chemical corrosion inhibitor hydrazine does not increase solids in boiler water, so in boiler blowdown, humus compounds will be reduced.
However, at 400OF (205OC), this chemical will corrode copper equipment
2N2H4 ==> 2NH3 + N2 + H2
Boiler is a steam generator, water is supplied to the furnace and heated to evaporate the water. This steam will be used for many different purposes. There are two methods of using steam as follows:
When there is carbon dioxide in the boiler feed water, it will corrode the steam pipeline and reduce the purity of the steam.
To control the problem of steam pipeline corrosion, carbon dioxide neutralization chemicals will be used. The problem is that this chemical must meet the requirements of both preventing corrosion of steam pipelines and not affecting steam users.
For steam used directly, the problem affecting product quality is managed very strictly.
Any chemicals that are not mixed from FDA-approved ingredients should not be used for direct-use steam.
Chemical LTV B400 is used to inhibit the corrosion process of steam pipelines very effectively. The recommended dosage is 50mg/l to ensure FDA conditions.
>>> MORE: Pipeline Sludge Cleaning Chemicals
Chiller Pipe Cleaning Chemicals
The boiler is a continuous steam generator, so controlling the problem of scale and corrosion is very important. In addition to treating the feed water to meet boiler grade standards, we need to combine the use of chemicals for maintenance and reasonable blowdown to remove scale through the bottom discharge line. In some cases, if the boiler is not well controlled, it will cause scale and corrosion. With the above situation, Long Truong Vu Company recommends that customers should clean to remove scale and restore efficiency to the boiler.
To evaluate the type of cleaning chemical that is suitable and useful, the first thing we must know the working mechanism of each chemical.
When cleaning, Long Truong Vu Company uses 03 chemicals as follows:
Clean water is put into the system, with a volume of about 80-90% of the boiler’s volume, and then injected with corrosion inhibitor chemicals directly into the furnace. Corrosion inhibitor chemicals have the effect of inhibiting system corrosion, protecting equipment surfaces to be safe during cleaning.
The boiler corrosion inhibitor is circulated in the system for about 2-4 hours so that the inhibitor is evenly diffused in the system. It is then soaked overnight to allow time for the inhibitor to form a protective layer against corrosion with the best results.
After the inhibitor chemical has been mixed in the system and soaked overnight, then the bleach is pumped into the furnace according to the filling and pumping system of Long Truong Vu Company. Accordingly, bleaching chemicals will be mixed in the solution to create conditions for chemicals to contact and react with the scale layer and peel off the scale layer in the pipeline system.
The time of adding and circulating bleach for the boiler depends on the degree of scale (thickness, hardness, ..). This bleaching process must be monitored and checked regularly for chemical concentration (check every 15 minutes). During this time, the reaction will take place between scale and bleach, so the concentration of bleach will increase. continuously reduced, besides, a quantity of bleaching chemicals will be added to the oven to maintain the bleach concentration at a reasonable level in order to achieve the highest bleaching effect. Deciding whether to add chemicals or increase or decrease the cycle time, the supervisor must regularly observe the reaction of the chemical with the scale layer.
Neutralizing chemicals LTV – CN 50 to neutralize bleach chemicals LTV – CL 32 , remove residual chemical concentration, neutralize pH in the oven and at the same time have the effect of bleaching and softening scale, for easy cleaning Currently cleaning and rinsing the oven by mechanical means to achieve the best results of the oven cleaning process.
Depending on the type of scale, we choose the appropriate cleaning chemical
For normal residues (phosphate salts, sulphates, carbonates…) we use chemical detergent LTV CL32. This is an acidic detergent and surfactant.
Because bleach is acidic, it will react with metals that are ahead of Hydrogen in the chemical activity range, causing equipment corrosion.
Some bleach chemicals on the market will mix corrosion inhibitors with bleaching chemicals. We adopt a descaling program with the implementation of a pre-cleaning corrosion inhibition procedure due to the following advantageous properties:
1. Because the thickness of the scale layer is not uniform, the use of corrosion inhibitor chemicals before bleaching will limit the risk of corrosion in places where there is no scale or thin layer of scale.
2. The adjustment of the concentration of corrosion inhibitors does not depend on the concentration of bleaching chemicals, so it is possible to adjust the amount of inhibitor chemicals in accordance with the actual situation (thin, thick, sensitive to bleach) and type. equipment to be protected (iron, copper, aluminum, stainless steel, etc.)
With the control of the inhibitor concentration and the control of the bleach concentration within a safe threshold, the bleaching process always provides the best results (descaling as possible and safe for the device).
Today there are many methods of controlling scale and corrosion in boilers. One of the methods is the use of anti-scale and anti-corrosion chemicals. On the market, there are many types of anti-scale and anti-corrosion chemicals for boilers and especially customers are very fond of synthetic chemicals, also known as all-in-one chemicals (both anti-scale and anti-corrosion). ).
The market prefers synthetic chemicals because it is advertised as convenient for users (with 2 functions), reducing investment costs by using only one metering pump.
In fact, it is true that using synthetic chemicals has advantages of convenience and reduced investment costs (for chemical suppliers), but its disadvantage is that it is difficult to control the anti-scale content, Anti-corrosion sometimes backfires.
Normally, synthetic chemicals have 2 main components: scale inhibitors and corrosion inhibitorsmixed in certain proportions and fed into the boiler by a metering pump. This shows that when the chemical pump works, it will put the amount of scale and corrosion inhibitor into the boiler with the same quantity and dosage as already mixed. In case the concentration of scale and corrosion inhibitors are within the control range, the boiler is well controlled. However, if one of the two parameters is out of the control limit, it is extremely difficult to adjust the metering pump to bring the chemical concentration to a controlled level. If the anti-scaler concentration is lacking while the anti-corrosion concentration is in excess, the operator will adjust either the amount of chemical deficiency to the control threshold or the reduction of the excess. However, because the use of a metering pump leads to the adjustment of the increase or decrease, the two chemicals enter the furnace at the same time.
We bring this up because when a chemical supplier puts a product on the market, it declares the quality of the product, that is, how much corrosion inhibitor content is in a unit of product. percent, what percentage of anti-scale agent will be. This chemical is used to treat all boilers. However, the design, operation and water treatment conditions of each boiler may not be the same (for example, hardness, impurity content, pH, dissolved gas, etc.) anti-corrosion and scale) should be adjusted to control the content of anti-corrosion and scale in the boiler.
Therefore, when using chemicals, users should consider carefully if it is possible to control the concentration of anti-scale and anti-corrosion substances well within the control threshold, this method can be used, but this method should not be chosen. Use separate chemicals with two separate pumps for easy control of the right chemical concentration. Because the metering pump is actually lent by the chemical supplier and warranted for the duration of its use, the customer is not affected by this increase in cost.
>>> See more: Chemicals to inhibit corrosion of steam pipelines
Boiler Sludge Treatment Methods
If you need any more advice on boiler cleaning , please contact Ho Chi Minh City Boiler Descaling Company.
LONG TRUONG VO ENVIRONMENTAL TECHNOLOGY CO., LTD
Phone: 0286.6864.325
Email: info@longtruongvu.vn
Website: longtruongvu.vn

